By Tina L. Arrowood, Principal Research Scientist, DuPont Water Solutions, USA and Mahesh Kulkarni, Technical Service and Development Scientist, DuPont Water Solutions, India
EXTENDED ABSTRACT
For maximizing wastewater reuse and preventing wastewater discharge, zero-liquid discharge (ZLD) is acknowledged for its benefits in protecting fresh surface waters. Unfortunately, it is typically determined to be too expensive to be practical. A more realistic and cost-effective method is a hybrid approach of minimal-liquid discharge (MLD), using reverse osmosis (RO) membranes, to minimize the volume of wastewater prior to thermal ZLD treatment.
To comply with ZLD regulations over the past decade, India’s textile sector has employed MLD using RO membranes followed by thermal evaporation to treat and reuse wastewater streams. The portion of water requiring thermal treatment is still significant and creates a high operational cost and environmental burden. This is driving textile wastewater treatment plant operators to explore new technologies and strategies to lower the amount of wastewater supplied to the thermal treatment and reduce the overall operational cost and environmental burden. Recent innovations in RO membranes enable the recovery of 50% more water prior to thermal treatment – a direct reduction to the environmental impact – and reduce the overall MLD-ZLD operational cost by approximately 10%.
I. INTRODUCTION
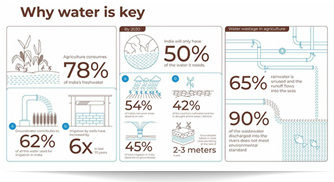
Increasing water scarcity and local water discharge restrictions are driving the necessity for industrial wastewater reuse, particularly in regions experiencing rapid population growth that depend on the economic success of local industries. In many cases, industrial water users are practicing some type of ZLD to maximize water recovery and eliminate contaminant discharge to water sources shared by municipalities, agriculture, or other industrial users. Traditional thermal ZLD will separate salts and other impurities from water through evaporation and condensation of the water vapor to yield a purified water stream and a solid salt source. Due to the high heat capacity of water, a significant amount of energy is required making this strategy prohibitively expensive.
1.1 Minimal liquid discharge
Reverse osmosis (RO) membranes use pressure, rather than temperature, to separate contaminants from water and require a significantly lower energy demand than thermal distillation alone. RO membranes employ a selective barrier that preferentially allows water to pass through (to the permeate stream) while rejecting salts and other contaminants (to the concentrate, or reject, stream). The RO concentrate stream, now only a small portion of the initial water volume, can then be thermally treated at a fraction of the cost. This strategy of maximizing water purification and minimizing liquid discharge to thermal distillation is preferable to ZLD alone.
RO membranes used in MLD systems purify water for reuse and concentrate impurities into a volume that can be as low as5–10% of the original amount. The cost of thermal distillation to remove the last 5–10% of the water is substantially decreased at this smaller volume. According to Bond& Veerapaneni , the coupled MLD-ZLD process produces water at a net cost that is approximately 60% less expensive than procedures that only use thermal ZLD treatment. Advancements in RO membrane technologies are necessary to achieve higher water recovery and higher total dissolved solids (TDS) concentrations that enable a reduction in the water volume sent to thermal ZLD treatment, which is the highest cost contributor to the overall water treatment process (Figure 1).
II. MODERATE REJECTING RO MEMBRANE FOR BRINE CONCENTRATION
The DuPont™ FilmTec™ Fortilife™ XC120 element is an 8-inch diameter, spiral-wound, RO element intended for further concentrating high TDS waters such as concentrated brines from RO systems. Under standard test conditions , FilmTec™ Fortilife™ XC120 provides 90% salt rejection while producing 12,000 gallons per day of permeate water . The durable and moderately rejecting membrane used in FilmTec™ Fortilife™ XC120 helps enable MLD systems to achieve reject stream concentrations up to 120,000 mg/L (as NaCl) while operating at conventional pressures (< 83 bar). This is achieved through the intentional passage of some TDS to increase the permeate-side osmotic pressure. This directly reduces the overall net-driving pressure and the required feed pressure to achieve a given permeate water flux and enables higher system recovery. Ultimately, FilmTec™ Fortilife™ XC120 can produce a low volume and high TDS concentration reject stream, comparable to a high rejection, ultra-high pressure RO element, while operating at conventional RO pressures. This innovative MLD solution enables the hybrid MLD-ZLD treatment solution while further reducing capital costs, compared to ultra-high pressure RO operation (e.g. high-pressure pumps, high-pressure-rated vessels, piping, etc.).
III. FilmTec™ Fortilife™ XC120 ENABLES A REDUCED TREATMENT COST
Operational data was gathered from several wastewater treatment facilities in Southern India’s textile industry to demonstrate the cost reductions that are achievable with a hybrid MLD-ZLD treatment strategy. The average treatment cost is separated into the following operations: Pre-treatment (~$0.60/m3), primary RO (MLD) System (~$0.61/m3) and Evaporator/Crystallizer (~$3.48/m3). Two scenarios are shown in Figure 2 – a base scenario (top) and a comparative case (bottom). The base scenario includes pretreatment, primary RO (MLD at 85% recovery), and evaporator/crystallizer (ZLD).
The comparison case includes an additional brine concentration step (~$0.67/m3), using FilmTec™ Fortilife™ XC120, to further concentrate the primary RO reject stream and reduce the treatment volume sent to the evaporator/crystallizer. For both scenarios, 100% of the feed water is processed through the pre-treatment and Primary RO steps.
In the base MLD-ZLD scenario (Figure 2, top), the Primary RO reject stream, at 15% of the original water volume and approximately 60,000 ppm TDS, is treated through the evaporator/crystallizer at an overall cost of $1.73/m3 (Table 1). The thermal treatment step accounts for roughly 30% of the overall treatment cost, while only treating 15% of the original water volume.
In the comparative example using FilmTec™ Fortilife™ XC120to further concentrate the primary RO reject stream (Figure 2, bottom), the volume of water sent to the evaporator/crystallizer is reduced by 43%. Assuming the operating cost of the additional RO brine concentration with FilmTec™ Fortilife™ XC120 is 10% higher than the primary RO treatment, the overall cost of this scenario is approximately $1.54/m3 – an 11% savings over the base scenario (Table 1). Now, the thermal treatment step accounts for roughly 15% of the overall cost and the savings achieved in that process step ($0.29/m3)completely offsets the cost of additional brine treatment with FilmTec™ Fortilife™ XC120 ($0.10/m3).
V. PERFORMANCE VALIDATION OF FilmTec™ Fortilife™ XC120
A field test was conducted to validate the flow, recovery, and salt rejection of FilmTecTMFortilifeTM XC120 membranes in a textile dying factory in Tirupur, a city in Tamil Nadu. The factory conducted a 90-daytrial in collaboration with a system integrator and the project management consultant.
A six-element pressure vessel containing FilmTec™ FortilifeTM XC120 RO elements was put through three operating stages at various recovery points and operated at a constant flux of 10 LMH (L/m2-h). The vessel feed water, the reject stream from the primary RO system, had a high TDS of ~90,000 ppm and was severely fouling due to high chemical oxygen demand (COD ~1200 ppm) and high color (1,400 Pt/Co), both of which are typical in textile wastewaters (Figure 3).
After 90-days of operation, the FilmTec™ Fortilife™ XC120 elements were effective at treating challenging, high TDS, high COD wastewater at operating pressures below 80 bar. A reject water concentration of 120,000 ppm TDS was achieved while only requiring a60barfeed pressure. In this operating regime, the permeate TDS was approximately 1000 ppm which was adequate to meet reuse demands after blending with lower TDS permeate water from upstream membrane stages. Despite high salt, COD, and color levels in the fouling feed water, the normalized differential pressure recorded during each test phase maintained below 1.0 bar.
This field trial demonstrates that FilmTec™ Fortilife™ XC120 RO elements can concentrate brine streams up to 120,000 ppm, roughly double what is achievable in a standard RO system, and reduces the volume of water sent to thermal treatment. This capability enables nearly a 10% cost reduction in the overall treatment process, all while operating at conventional RO pressures (< 80 bar).
III. CONCLUSIONS
In places with limited water resources, using MLD to lower the expense of ZLD is becoming standard treatment practice. Opportunities exist to further reduce the cost of ZLD with new developments that reduce the volume of water sent to thermal treatment. The addition of FilmTec™ Fortilife™ XC120 elements to the MLD process can do exactly that – reduce the volume and increase the salt concentration of the water stream sent for final thermal treatment (ZLD) – providing cost reductions of roughly 10% to the overall treatment process.